ГОСТ Р ЕН 13479-2010 — Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением
ГОСТ Р ЕН 13479-2010
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Материалы сварочные
ОБЩИЕ ТРЕБОВАНИЯ К ПРИСАДОЧНЫМ МАТЕРИАЛАМ И ФЛЮСАМ ДЛЯ СВАРКИ МЕТАЛЛОВ ПЛАВЛЕНИЕМ
Welding consumables. General product standard for filler metals and fluxes for fusion welding of metallic materials
ОКС 25.160.20
Дата введения 2012-01-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им. Н.Э.Баумана (ФГУ НУЦСК при МГТУ им. Н.Э.Баумана), Национальным агентством контроля и сварки (НАКС), ООО Аттестационный центр "Сплав" на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 30 ноября 2010 г. N 609-ст
4 Настоящий стандарт идентичен международному стандарту ЕН 13479:2004* "Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением" (EN 13479:2004 "Welding consumables - General product standard for filler metals and fluxes for fusion welding of metallic materials").
* Доступ к международным и зарубежным документам, упомянутым здесь и далее по тексту, можно получить, перейдя по ссылке. - Примечание изготовителя базы данных.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
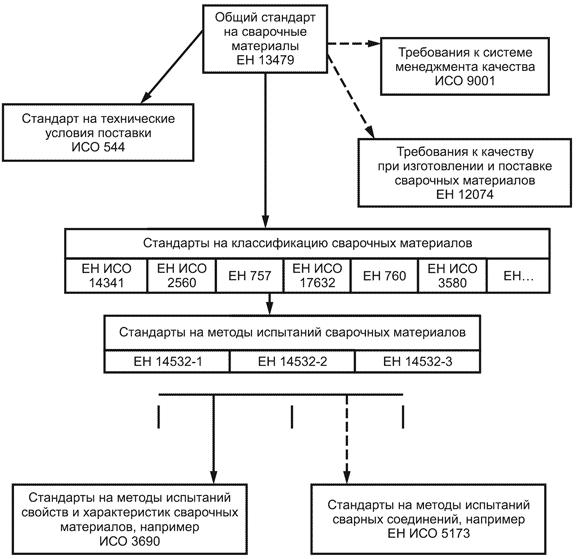
Настоящий стандарт является одним из группы стандартов, содержащих следующую информацию:
Рисунок 1 - Структурная схема взаимодействия документов, приведенных в настоящем стандарте
1. Область применения
Настоящий стандарт устанавливает основные требования на поставку присадочных материалов и флюсов для сварки плавлением металлических материалов. Настоящий стандарт не распространяется на сварочные материалы, которые не расплавляются в процессе сварки, например защитные газы и др. Настоящий стандарт предназначен для применения в следующих случаях:
- в целях установления изготовителем характеристик сварочных материалов;
- при составлении договоров в качестве ссылочного документа;
- в качестве ссылочного документа для подтверждения соответствия сварочных материалов.
2. Нормативные ссылки
Следующие нормативные ссылки являются обязательными для применения в настоящем стандарте. Для датированных ссылок применимы только указанные издания. Для недатированных ссылок необходимо использовать последнее издание приведенного стандарта (включая изменения).
ЕН 760 Материалы сварочные. Флюсы для дуговой сварки. Классификация (EN 760, Welding consumables - Fluxes for submerged arc welding - Classification)
EH 10204 Изделия металлические. Виды документов инспекционного контроля (EN 10204, Metallic products - Types of inspection documents)
EH 12074 Материалы сварочные. Требования к системе менеджмента качества при изготовлении, поставке и продаже материалов, предназначенных для сварки и других родственных процессов (EN 12074 Welding consumables - Quality requirements for manufacture, supply and distribution of consumables for welding and allied processes)
EH 14532-1:2004 Материалы сварочные. Методы испытаний и требования к качеству. Часть 1. Основные методы и оценка соответствия сварочных материалов для сварки сталей, никеля и сплавов на никелевой основе (EN 14532-1:2004, Welding consumables - Test methods and quality requirements - Part 1: Primary methods and conformity assessment of consumables for steel, nickel and nickel alloys)
EH 14532-2 Материалы сварочные. Методы испытаний и требования к качеству. Часть 2. Дополнительные методы и оценка соответствия сварочных материалов для сварки сталей, никеля и сплавов на никелевой основе (EN 14532-2, Welding consumables - Test methods and quality requirements - Part 2: Supplementary methods and conformity assessment of consumables for steel, nickel and nickel alloys)
EH 14532-3:2004 Материалы сварочные. Методы испытаний и требования к качеству. Часть 3. Оценка соответствия сварочной проволоки для сварки сплавов на основе алюминия (EN 14532-3:2004, Welding consumables - Test methods and quality requirements - Part 3: Conformity assessment of wire electrodes, wires and rods for welding of aluminium alloys)
EH ИСО 544 Материалы сварочные. Технические условия на поставку присадочных материалов. Типы изделий, размеры, допуски и маркировка (EN ISO 544, Welding consumables - Technical delivery conditions for welding filler materials - Type of product, dimensions, tolerances and markings)
ИСО 9001 Системы менеджмента качества. Требования (ISO 9001 Quality management systems - Requirements)
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3. Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 технические условия (product specification): Составляемый изготовителем документ (ТУ, СТО и др.), который в зависимости от вида сварочного материала устанавливает ряд требований к сварочным материалам (таких как химический состав и механические свойства наплавленного металла, тип покрытия, состав флюса, параметры сварки) и классификационное обозначение в соответствии с конкретным стандартом на классификацию.
3.2 изготовитель (manufacturer): Лицо или организация, ответственные за качество конечного продукта, поставляемого на рынок.
3.3 наплавленный металл (deposited metal): Переплавленный в процессе сварки присадочный металл, введенный в шов.
4. Требования к технологическому процессу
Ответственность за технологический процесс несет изготовитель.
5. Требования к продукции
5.1 Общие требования
Продукция должна соответствовать требованиям, приведенным в данном разделе настоящего стандарта.
5.2 Технические условия
Технические условия на продукцию должны содержать, как минимум, следующую информацию:
- торговую марку сварочного материала и наименование изготовителя;
- геометрические размеры;
- технические требования к поставке в соответствии с ЕН ИСО 544;
- виды покрытий, типы флюсов или присадочных материалов в зависимости от основных компонентов, входящих в их состав и определяющих основные свойства и характеристики (например, оксиды, карбонаты, фториды, металлы и т.д.);
- классификационное обозначение по соответствующему стандарту;
- информацию для потребителя, указывающую на область применения в соответствии со стандартом на сварочный материал.
5.3 Геометрические параметры
Геометрические параметры и допустимые отклонения должны соответствовать требованиям стандарта ЕН ИСО 544.
5.4 Механические свойства
Механические свойства должны соответствовать требованиям стандарта, по которому классифицируется сварочный материал (см. введение). В том случае, когда требования к механическим свойствам не регламентируются стандартом, по которому классифицируется сварочный материал, необходимо использовать соответствующий раздел ЕН 14532-1, ЕН 14532-2 или ЕН 14532-3. Настоящий стандарт не регламентирует проведение испытаний стыковых сварных соединений, за исключением сварочных материалов, предназначенных для одно- и двухпроходных сварных швов.
5.5 Химический состав
Химический состав должен соответствовать требованиям стандарта, по которому классифицируется сварочный материал.
5.6 Долговечность
Долговечным считается наплавленный металл, который получен с применением сварочных материалов, соответствующих требованиям настоящего стандарта.
5.7 Опасные вещества
Сварочные материалы не должны быть источником образования опасных и вредных веществ, содержание которых превышает предельно допустимые нормы, установленные требованиями нормативных документов и законодательных актов Российской Федерации, утвержденных в установленном порядке.
6. Методы отбора проб, испытаний и оценки результатов
6.1 Геометрические параметры
Измерение диаметра следует проводить с помощью микрометра, имеющего диапазон измерения от 0 до 10 мм, другие линейные размеры могут быть измерены с помощью линейки. Могут быть использованы также и другие средства измерений, обеспечивающие необходимую точность измерений. Необходимо выполнить не менее пяти измерений сварочного материала (электродов, проволок и т.д.), произвольно отобранного из каждой упаковки и из каждой партии или плавки. При измерении диаметра погрешность измерений должна быть не более 0,01 мм, а при измерении линейных размеров - не более 1 мм.
6.2 Механические свойства
Механические свойства следует проверять в соответствии с методами, приведенными в стандарте, по которому классифицируется сварочный материал. В том случае, когда требования к механическим свойствам не регламентированы стандартом, по которому классифицируется сварочный материал, необходимо использовать соответствующий раздел ЕН 14532-1, ЕН 14532-2 или ЕН 14532-3.
6.3 Химический состав
Анализ химического состава следует проводить по любым методикам, утвержденным в установленном порядке. На каждом образце необходимо проводить не менее трех анализов, результатом анализа считают среднее значение, которое должно удовлетворять установленным требованиям.
7. Оценка соответствия
7.1 Общие требования
Соответствие продукции требованиям настоящего стандарта определяют при проведении:
- предварительных испытаний;
- приемо-сдаточных испытаний продукции, выполняемых изготовителем.
7.2 Предварительные испытания
7.2.1 Общие требования
При проведении предварительных испытаний необходимо учитывать предписания настоящего стандарта (для конкретного продукта, конкретных характеристик, метода испытания, метода отбора проб, системы оценки соответствия и т.д.). Кроме этого предварительные испытания следует проводить перед запуском в серийное производство или при внедрении новых технологических процессов производства продукции (если это может повлиять на свойства продукции).
Все требования, приведенные в разделе 5, должны быть подтверждены предварительными испытаниями, за исключением определения уровня выделения опасных и вредных веществ, которые могут быть определены косвенным путем исходя из их содержания в сварочном материале.
7.2.2 Программа проведения предварительных испытаний
Программа проведения предварительных испытаний должна быть составлена в соответствии с ЕН ИСО 544 и согласно стандарту, по которому классифицируется сварочный материал, а также в соответствии с ЕН 14532-1, ЕН 14532-2 и ЕН 14532-3.
7.2.3 Документирование результатов
Результаты предварительных испытаний, выполненных в соответствии с программой, следует оформлять и хранить не менее 5 лет с момента изготовления продукции.
7.2.4 Отбор образцов (проб)
Анализ химического состава следует проводить на образцах, отобранных непосредственно от сварочного материала, или на образцах, изготовленных из наплавленного металла в соответствии со стандартом, по которому классифицируется сварочный материал. Образцы должны быть отобраны и испытаны в соответствии с установленными требованиями. Отчет по испытаниям должен быть представлен в виде документа по форме, соответствующей ЕН 10204 (не ниже уровня, установленного для "формы 2.2").
7.3 Система менеджмента качества
7.3.1 Общие положения
Изготовитель должен разрабатывать, документально подтверждать и поддерживать собственную систему менеджмента качества (СМК) для того, чтобы быть уверенным, что продукция, поставляемая на рынок, соответствует установленным требованиям.
СМК должна предусматривать процедуры регулярного контроля и проведение испытаний и оценку полученных результатов, а также проведение контроля исходного сырья и материалов, которые могут оказывать влияние на процесс производства и производимую продукцию. СМК, удовлетворяющую требованиям ИСО 9001 и дополненную требованиями настоящего стандарта, следует учитывать при выполнении требований настоящего стандарта. Кроме этого СМК должна удовлетворять требованиям соответствующих разделов ЕН 12074, в которых содержатся аналогичные или более жесткие требования, чем в ИСО 9001.
Результаты контроля, испытаний или процедур по оценке соответствий следует фиксировать в соответствующих документах по мере их проведения. В тех случаях, когда выявлены несоответствия контролируемых величин или параметров установленным требованиям, результаты также следует документировать и хранить в течение периода, определенного в СМК изготовителя.
Изготовитель должен использовать процедуры, обеспечивающие качество сварочных материалов в пределах нормируемых параметров, которые, в свою очередь, обеспечивают получение установленных и выявляемых при предварительных испытаниях показателей свойств и характеристик сварочных материалов. Виды испытаний и периодичность их проведения должны соответствовать указаниям, приведенным в ЕН 14532-1 (приложение N) или ЕН 14532-3 (приложение N). Требования к испытаниям сварочных материалов, а также предельно допустимые значения и отклонения должны соответствовать разделу 6 настоящего стандарта.
Изготовитель должен документировать результаты испытаний, описанных выше. Эти документы должны содержать, как минимум, следующую информацию:
- наименование испытанных сварочных материалов;
- дату отбора проб и проведения испытаний;
- методы испытаний;
- результаты испытаний.
7.3.2 Оборудование
Испытательное оборудование, используемое для взвешивания, измерения и проведения испытаний, должно быть откалибровано и/или поверено в установленном порядке.
Производственное оборудование, используемое в технологическом процессе, должно проходить регулярные проверки и обслуживание для обеспечения надежной работы. Износ или выход из строя оборудования не должен вызывать нарушения технологического процесса. Проведение контроля и обслуживания оборудования, а также документальное оформление их результатов и хранение соответствующей документации следует выполнять в соответствии с процедурами, разработанными в рамках СМК изготовителя.
7.3.3 Сырье
Должна быть разработана инструкция по обращению с сырьевыми материалами, а также составлена схема входного контроля для оценки их соответствия.
7.3.4 Испытания продукции и оценка соответствия
Изготовитель должен разработать регламент для того, чтобы установленные значения всех характеристик были достигнуты. К основным характеристикам относятся:
- геометрические параметры;
- механические свойства;
- химический состав.
Средства контроля для проведения испытаний механических свойств и химического состава определяют в соответствии с указаниями, приведенными в ЕН 14532-1 (приложение N) или ЕН 14532-3 (приложение N). Контроль геометрических параметров следует проводить для каждой партии.
7.3.5 Несоответствующая продукция
Изготовитель должен иметь документированные процедуры управления несоответствующей продукцией.
Все случаи выявления несоответствий должны быть документально оформлены по мере их обнаружения, данные документы следует хранить в течение времени, установленного соответствующими процедурами изготовителя.
8. Упаковка, маркировка, этикетка
Сварочные материалы, относящиеся к присадочным, должны быть упакованы, маркированы и иметь этикетку в соответствии с ЕН ИСО 544. Флюсы должны быть упакованы, маркированы и иметь этикетку в соответствии с ЕН 760.
Приложение ДА (справочное). Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации (и действующим в этом качестве межгосударственным стандартам)
Таблица ДА.1
| Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
|---|---|---|
| ЕН 760 | - | * |
| ЕН 10204 | - | * |
| ЕН 12074 | IDТ | ГОСТ Р ЕН 12074-2010 "Материалы сварочные. Требования к системе менеджмента качества при изготовлении, поставке и продаже материалов для сварки и родственных процессов" |
| ЕН 14532-1:2004 | - | * |
| ЕН 14532-2 | - | * |
| ЕН 14532-3:2004 | - | * |
| ЕН ИСО 544 | MOD | ГОСТ Р 53689-2009 (ИСО 544:2003) "Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка" |
| ИСО 9001 | IDT | ГОСТ Р ИСО 9001-2008 "Системы менеджмента качества. Требования" |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном агентстве контроля и сварки (НАКС).
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов:
- IDT - идентичные стандарты;
- MOD - модифицированные стандарты.